From the June edition of pv magazine
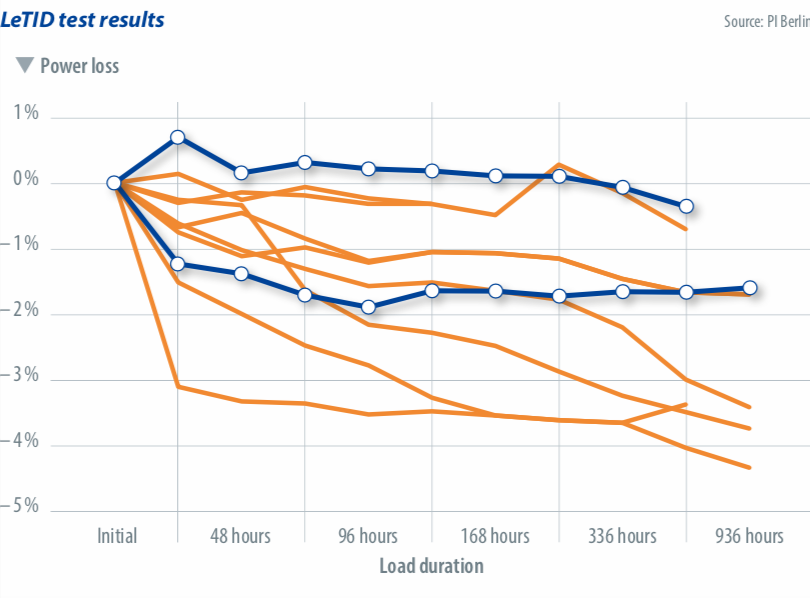
Although initial degradation has again become the subject of intense discussion, it is essentially nothing new. Typically, light-induced degradation (LID) shaves one to three percent off module efficiency. This is subtracted directly from the rating plate value of the modules and is taken into account by experts and banks when calculating yield forecasts. For this reason, the measurement of LID has long been a key component of our project-level PV panel tests. The module with measurements indicated by the blue boxes in the graph below demonstrates this typical LID behavior.
With PERC modules, however, the issue is taking on a new urgency due to the effect from light and elevated temperature induced degradation (LeTID), which has been known since 2012 and is more pronounced in PERC modules than LID in the previous technology. Higher temperatures and more intense light levels can greatly accelerate this process in the laboratory, hence the name. The speed of degradation is therefore location-dependent.
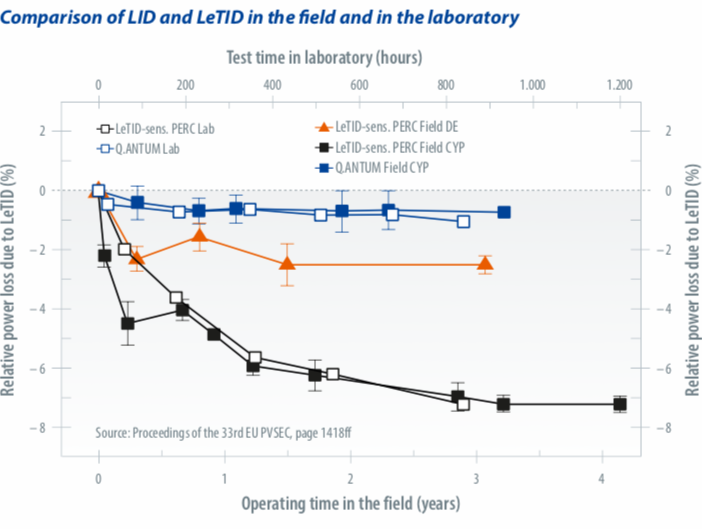
The graph illustrates this for LeTID-sensitive modules by comparing measured values in cool Germany with accelerated degradation in warmer Cyprus. LID and LeTID can be distinguished by three characteristics:
- The extent of degradation: it is greater for modules susceptible to LeTID (4-10%) and LID than for modules suffering from LID alone (1-3%).
- LeTID takes place at an order of magnitude slower than LID: It takes about 1,000 hours in the laboratory at
75 degrees Celsius and at maximum power point (MPP) for LeTID to reach the full degree of degradation. In contrast, the drop in performance due to LID maxes out after days. Field conditions are similar but depend on the climate. Maximum LeTID occurs after 10 years in Germany and four years in Cyprus, where the average module temperature is 25 degrees Celsius higher with commensurately greater irradiation. LID, on the other hand, reaches a maximum after just a few days in the field in both locations. Fortunately, LeTID can be measured faster in the laboratory. The effect can be accelerated by increasing the module temperature by at least a factor of two per
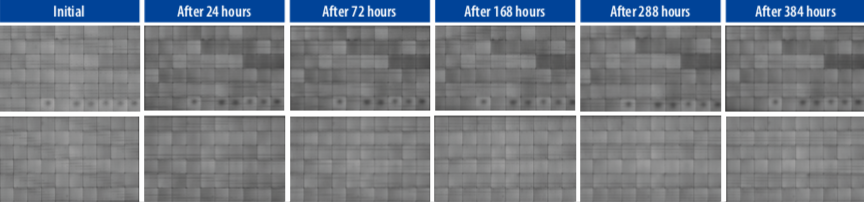
10 degree temperature step and increasing charge carrier injection. The latter can be achieved by switching from operation at the maximum operating point to the loadless “VOC mode” in which the terminal ends of the module form an open circuit. This accelerates LeTID by about a factor of 10. - LeTID regeneration with the same parameters: The EL images on p. 66 illustrate how LeTID degradation regenerates after reaching the point of full degradation – in contrast to LID – even without changing any external parameters. This cycle, too, can be accelerated both by increasing the temperature and by switching to load-free operation, with the injection of more charge carriers.
Does regeneration help?
Since the modules also regenerate in the field once they have reached the point of maximum degradation, it is tempting to think that the LeTID problem is overblown. But even in a climate like Cyprus, regeneration takes eight years, while in Germany it can take as long as 20 years.
Regeneration of LeTID-sensitive modules should therefore be accelerated prior to commissioning. This is possible in the field, but has so far only been demonstrated on unloaded, thermally insulated, individual modules in load-free mode. The resulting increase in charge carrier injection and module temperature accelerated regeneration time in Germany to six months. In warmer locations such as Cyprus, this approach can be successful in as little as two months. But this is not a very user-friendly option. Stabilization at the cell or module level is better. The plant installer must agree to this contractually and then have random spot checks carried out to ensure that the installed modules have actually been stabilized.
Although the physical mechanism behind LeTID is not yet fully understood, it is a fact that LeTID-stable cells can be produced by adapting the cell production process. The best way to achieve this is to run the LeTID cycle at sufficiently high temperatures under irradiation as a final production or conditioning step prior to cell sorting. This process was originally developed for LID. The process results in almost no loss of efficiency and can be performed by commercially available production machinery for cell manufacturers. An additional advantage is that it also eliminates LID degradation. The existence and effectiveness of such a sub-process could be verified quickly and effectively in the context of a factory inspection. Another possibility for module manufacturers is a degradation regeneration cycle carried out by applying current in the laminator. This process is protected by patent, however.
Regeneration prior to installation is also important because large-scale multi-megawatt plants are usually resold on the secondary market after a few years. In the worst case, the sale would take place at precisely the point at which the LeTID degradation has reached its maximum.
If the cells have not already been regenerated during production, a practical way of dealing with the degradation could be to correct the rating plate value for the module output by the degree of LeTID degradation, as has been done with LID. Alternatively, instead of entering a fixed initial degradation in yield simulations, one could enter an annual degradation rate increased by LeTID. In the example from the chart on p.64, this would mean subtracting 1.75% per year over four years until -7% is reached, plus the standard value of -0.5% per year, which accounts for aging of the encapsulation and soldering materials. In total, in the above example this would amount to -2.3% per year in Cyprus and -1.2% per year in Germany. But even for this solution, EPCs and investors would first have to know the extent of the effect in the corresponding module. In any case, testing is important.
LeTID tests
To tell how well modules currently in widespread use were protected against LID and LeTID, we procured six each of 10 PERC module types on the open market, two of them multicrystalline.
We examined these under our test conditions: To accelerate LeTID, we exposed them in the climate chamber to 75°C, in darkness under a forward current at the point of maximum performance under standard test conditions. This accelerated test is currently also proposed in the draft for the second edition of IEC 61215-2: LeTID detection under MQT 23.1, which calls for repeating the test for 162 hours until stabilization. The modules are considered stabilized if the power reduction is less than one percent of the rated capacity. Attention to detail is essential when doing such tests. By increasing the amperage, more charge carriers are injected, and the rate of degradation is increased. But beware: Excessive amperage may cause the degradation and regeneration cycle to pass undetected. In expert circles one often hears that monocrystalline modules are less susceptible to LeTID than multicrystalline modules. Sometimes LeTID degradation in excess of seven percent is reported, primarily in multi-PERC modules [Kersten 2015]. But we have not been able to observe any significant difference in our tests so far. In fact, we often found the opposite to be true, and one of the multi-PERC modules underwent very little LeTID.
Of the 10 module types tested, the two multicrystalline module types degraded by a maximum of two percent after 1,000 hours, while the distribution among the remaining mono-PERC modules ranged from one to four percent (see chart). It is possible that manufacturers of multi-PERC wares may have taken steps to counteract these effects, while some manufacturers of mono-PERC goods continue to focus their efforts primarily on LID and do not fully stabilize the cells.
Against this background, is the additional degradation caused by LeTID a fundamental argument against PERC? No, the switch to this technology was rational and continues to be so because it is cost-effective. More and more manufacturers are omitting any mention of PERC on their own specification sheets, either because it is now standard anyway and requires no special mention, or to avoid any discussion of LeTID. Moreover, this additional degradation can be eliminated with cell production measures that are virtually neutral in terms of efficiency.
Our assessment of the situation is that PERC is 100% bankable in this case. But this conclusion should be verified by independent tests and not only for manufacturers through factory audits and qualifying laboratory tests.
For the time being, bankability should also be confirmed for projects – through random laboratory tests, for instance – because we still do not understand what causes the problem.
A final scientific clarification of the mechanism is nonetheless urgent because it would enhance the credibility and reliability of process adaptations for PERC. This clarification is particularly important for PERC manufacturers who do not think they are affected, even though their modules showed LeTID sensitivity in addition to LID in the PI Berlin test.
Higher-efficiency, next-generation cell technologies that use n-type wafers instead of p-type wafers, such as n-type PERC, HJT, or n-PERT, are in principle more stable than PERC cells in terms of light-induced degradation – at least PI Berlin and other laboratories have not yet found any indications to the contrary. These technologies have a higher efficiency potential but are more costly for cell manufacturers due to higher retrofitting costs. Whether the problem is best solved by improving our understanding of LeTID or by moving to the next generation of cell technologies, we hope that scientific knowledge will accelerate the search for the best solution.
The views and opinions expressed in this article are the author’s own, and do not necessarily reflect those held by pv magazine.
This content is protected by copyright and may not be reused. If you want to cooperate with us and would like to reuse some of our content, please contact: editors@pv-magazine.com.






By submitting this form you agree to pv magazine using your data for the purposes of publishing your comment.
Your personal data will only be disclosed or otherwise transmitted to third parties for the purposes of spam filtering or if this is necessary for technical maintenance of the website. Any other transfer to third parties will not take place unless this is justified on the basis of applicable data protection regulations or if pv magazine is legally obliged to do so.
You may revoke this consent at any time with effect for the future, in which case your personal data will be deleted immediately. Otherwise, your data will be deleted if pv magazine has processed your request or the purpose of data storage is fulfilled.
Further information on data privacy can be found in our Data Protection Policy.