In the lead up to its Quality Roundtable at the All-Energy show in Melbourne next week, pv magazine Australia sat down with Hugh Carr-Harris, the Founder Director of E2E Quality SA – a company focused on end-to-end quality assurance of solar modules and inverters.
Register now for the free Quality Roundtable event at All Energy Australia.
Q: You were involved in the UK large scale solar market boom of a few years ago. There were certain periods when EPCs and installers were rushing to beat subsidy deadlines. How do you feel it impacted quality?
HCR: Yes, there are some crazy stories about the last-minute rush to connect by 31 March in the lovely English winter. A deadline like this causes two main issues for module quality. The first and the obvious one is that the rush onsite to install means risk of module damage during installation. As a company that undertook both pre-construction onsite quality testing on 600MW, as well as our post installation “Health Check” service two years after a rushed installation, we saw many issues.
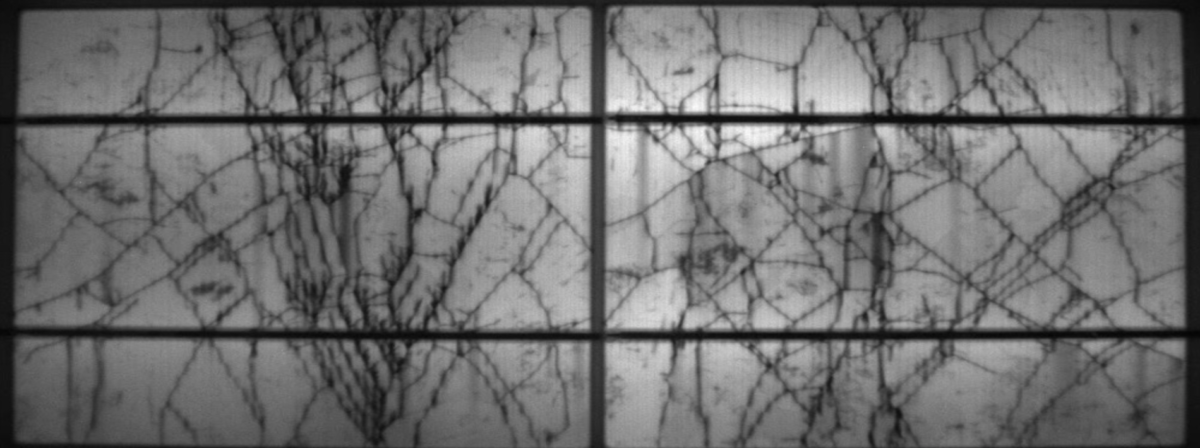
After testing over 750MWp of existing installations, there was close to 40% with a high incidence of major micro cracks from installation damage. Some sites were already showing reduced revenues even after two years.
The other impact of deadlines is related to the module manufacturing. Although the large Chinese companies have tried to keep up with the year-on-year global demand, it is still difficult when suddenly the UK market needs 3 GW of modules shipped in December/January. In an under-supplied market, EPC/developers start to compromise their standards just to get anything onsite and manufacturers start to use contract manufacturers to deal with peak demands. The problem is that these “OEM” plants are not usually of the same standard. We also found too many overly optimistic logistics people promise impossible dates.
Luckily, when we have our people onsite we can properly advise the buyer what is really possible. During over-supply times, the manufacturers tend to cut corners to preserve their margins. You never seem to be at equilibrium going from feast to famine trying to manage everything from finance to supply chain for a 31 March deadline each year. Exhausting and not efficient.

Photo: E2E Quality
What problems are being encountered a few years down the road?
In the UK, as you know, the market cooled off and the focus moved to other places, but as prices now drop in an oversupplied market with MIP ending, the UK and others look to grow subsidy-free solar. My concern in these times of dropping prices is the possible quality issues from substandard manufacturing and the use of substandard or even uncertified components.
I was involved as an expert witness in a large claim at the International Commercial Court in Singapore, which found a manufacturer guilty of forging certification. That turned out to be a very costly mistake. We also see investigation by the grid operators in countries like Spain and Italy, looking to ensure that all installations have been built with certified panels. There is a growing number of cases where the governments are not only stopping the subsidies for plants, but also asking for the money bank from the beginning. As you can imagine, the investors and lenders are taking a greater interest to undertake proper due diligence to remove these kinds of risks.
What do you feel could have been done to avoid these issues?
More than one connection deadline would have taken the pressure off for supply chain and installation quality. Legislating developers/EPC to set higher quality standards, like the Swiss did, can have a positive impact. But above all, the investors and financiers need to keep high standards, do proper due diligence and in particular ensure that proper quality assurance is undertaken in the supply contracts as well as in the EPC contracts.
Turning now to the Australian market, do you feel some of these mistakes could be repeated?
We have just begun our first assignment in Australia, so we are by no means an expert on the Australian market. In fact, we are at All Energy looking for local partners to carry out our end-to-end quality approach. Like anywhere, the swings in over- and undersupply is a global issue and, as with any market, experienced procurers will have a strategy to buy good quality products. Spending a bit upfront on quality will continue to be important. The final owners need also to be vigilant and set high standards with their EPCs and installers.
We’ve seen some Australian construction companies not previously involved in PV taking on some large solar EPC contracts. What would be your message to them?
Avoid the race-to-the-bottom. Quality has a payback that we have shown time and time again. With good procurement contracts and well-targeted and efficient quality control you can increase the ROI for your clients. We have examples of 2-4% higher productivity. Thats a lot of money over 20-25 years and a better selling message. In truth, we don’t do a lot of business with EPCs. The people who get what we do are the owners of the plants.
Onsite testing is sometimes thought of as costly. How has this changed?
I think the technology has evolved to become quite high spec, which makes any warranty or contract issues quicker to deal with. However, the bigger change has been increased throughput, which obviously reduces the per-module cost. We can quality check a 10-15 MW in two days onsite. The other point is that onsite testing is best used in conjunction with other types of QA. We always ensure out clients get 100% of their original electroluminescence (EL) images, so we can analyze them before the onsite tester arrives. That means we can be quite targeted with the onsite lab.
How can high quality testing be carried out in the field? Particularly when some Australian project sites are quite remote?
Like I mentioned above, onsite testing is best combined with other quality control like EL review of pre-shipment inspection at the factory so we can be targeted as well as easily see who is responsible for the damage. Our onsite lab is on wheels and can be driven to remote areas. For smaller sites we can also offer EL camera service, which focuses on micro crack damage from transport or installation.
To learn more about these issues, join pv magazine in investigating quality issues at its Quality Roundtable at All-Energy Australia, on October 3, 9:30am – 12:30pm. Register here.
This content is protected by copyright and may not be reused. If you want to cooperate with us and would like to reuse some of our content, please contact: editors@pv-magazine.com.








1 comment
By submitting this form you agree to pv magazine using your data for the purposes of publishing your comment.
Your personal data will only be disclosed or otherwise transmitted to third parties for the purposes of spam filtering or if this is necessary for technical maintenance of the website. Any other transfer to third parties will not take place unless this is justified on the basis of applicable data protection regulations or if pv magazine is legally obliged to do so.
You may revoke this consent at any time with effect for the future, in which case your personal data will be deleted immediately. Otherwise, your data will be deleted if pv magazine has processed your request or the purpose of data storage is fulfilled.
Further information on data privacy can be found in our Data Protection Policy.