From pv magazine 10/2021
The first signs can only be seen on close inspection: White dust comes off the backsheet when your fingers wipe over the back of the module. With a closer look, fine cracks can be seen in the spaces between the cells, and even a yellowish discolouration.
All these are indications of a backsheet film that is slowly losing its resistance to moisture. However, it is not clear what will happen from here. In the best case, the film will continue to chalk, but this will not result in a loss of power output. In the worst case, cracks develop quickly, moisture penetrates the module, and it needs replacement. It can no longer be safely operated. This is a danger that currently threatens many PV plants.
Lucie Garreau-Iles, the technical regional manager at Dupont Photovoltaic Solutions, prompted fierce opposition at the pv magazine Quality Roundtable in 2018 when she dared to predict, based on DuPont field tests, that almost all modules fitted with polyamide backsheets would fail over time. What seemed to some like advertising for DuPont‘s own alternative, Tedlar-containing films, now appears to be becoming a reality.
Particularly affected by defects in backsheet films are large solar farms in Germany dating from the solar PV boom between 2010 and 2014, when producers first introduced the then-new polyamide backsheet films.
Peter Lechner, head of the PV module test lab at ZSW, the Center for Solar Energy and Hydrogen Research Baden-Württemberg, estimates that 10 GW of modules with pure, three-layer polyamide films were installed worldwide at the time.
But other types of backsheet are not immune to such defects. The vast majority of installed solar modules have backsheets composed of three different layers rather than three identical ones. Many have a layer of polyethylene terephthalate, or PET, at their core.
In field studies, the ZSW found 12 types of film with PET cores, each with an inner and outer layer comprised of different materials. These include films with an outer layer of DuPont’s polyvinylflouride (Tedlar), as well as a combination of PET core and outer polyamide film.
DuPont puts the percentage of defective backsheet films across all types in the field at 16%. That figure, in the Global PV Reliability report published in 2020, is based on an examination of 3 GW of installed capacity, the report found. In 64% of those cases, cracks were evident in the inner or outer layers. DuPont said that in addition to polyamide, a significant increase in cracks in films with polyvinylidene fluoride was of particular concern. Other defects included yellowing and delamination.
Films containing a layer of Tedlar, on the other hand, were very rarely affected by degradation. Overall, Garreau-Iles estimates the industry is heading toward a situation in which about 5 GW of modules per year are at risk in the next few years.
Complain, replace
Garreau-Iles describes a typical failure case from an eight-year-old plant in France with a capacity of 3 MW. Modules with pure polyamide backsides and modules with polyvinylidene fluoride backsheets were installed. The operator’s series of measurements on six inverters clearly showed how the insulation resistance of the modules had decreased between 2014 and 2018, said Garreau-Iles. In early 2018 water ingress occurred in around 4% of the modules. A complaint to the manufacturer was filed, and modules replaced. However, the new modules did not have the same power output as those replaced.
As a result, the project operator had to dismount the cracked modules, replace them with other old, undamaged modules of the same type and form new strings from the new modules. But even that didn’t solve the problem, said Garreau-Iles. Gradually, more and more modules developed cracks, so that the operator had to repeat the procedure three more times within two years. Only then, she reports, did the manufacturer agree to replace all the polyamide-backed modules.
However, manufacturers usually only replace modules, and rarely pay for the installation work or the loss of yield. That makes this route expensive, lengthy, and ties up capacity for everyone involved.
It’s even worse when the module warranty period has already expired or the module manufacturer no longer exists. Steven Xuereb, director of sales and project delivery at PI Berlin, reported on such a case from Italy in the same pv magazine Roundtable session. The warranty period for the 20 MW power plant had expired. The operation and maintenance service provider inspected the modules and found chalking on the backsheets of a quarter of them, but had not yet discovered any cracks. PI Berlin was to determine whether cracks were to be expected, and when.
Backsheet defects
Peter Lechner presented the investigation results at the PV Symposium in May of this year. Of 25,000 modules from well-known manufacturers that HaWe Engineering inspected across 45 solar parks, 600 were examined more closely by his team in the ZSW laboratory. While still in the field, visual and thermographic inspections and insulation resistance measurements were performed. In addition, the researchers used FTIR spectroscopy. This makes it possible to determine, in a non-destructive fashion, what material the outer layer of the backsheet is made of.
Such tests often reveal a surprising variety of materials, even if the modules come from the same manufacturer and even the same factory, Lechner reported. In one park, for example, four different types of backsheet had been installed in one project. This alone can mean damage in individual modules and not in their immediate neighbours. In addition, different levels of light exposure or fluctuations in the microclimate can be responsible for individual modules being more or less affected.
In the laboratory, further properties can then be determined on random samples. At the ZSW, the modules were subjected to a detailed visual inspection and the power as well as the insulation resistance were measured under wetting. An elongation at break test could then be carried out on film samples. In such testing, strips of the film are stretched in each longitudinal and transverse direction until they tear to measure the remaining elasticity. Peel tests can be used to determine the residual adhesion to the embedding material, and finally the exact multilayer structure can be determined.
“Unfortunately, park operators almost never have the material list of their modules,” Lechner noted. “So we now have to make up for that with laboratory analysis.”
To evaluate the tests, Lechner divided the foils into two groups. In the first group were films in which the outer layer, inner layer, and core are made of polyamide (AAA), and in the second films with PET cores.
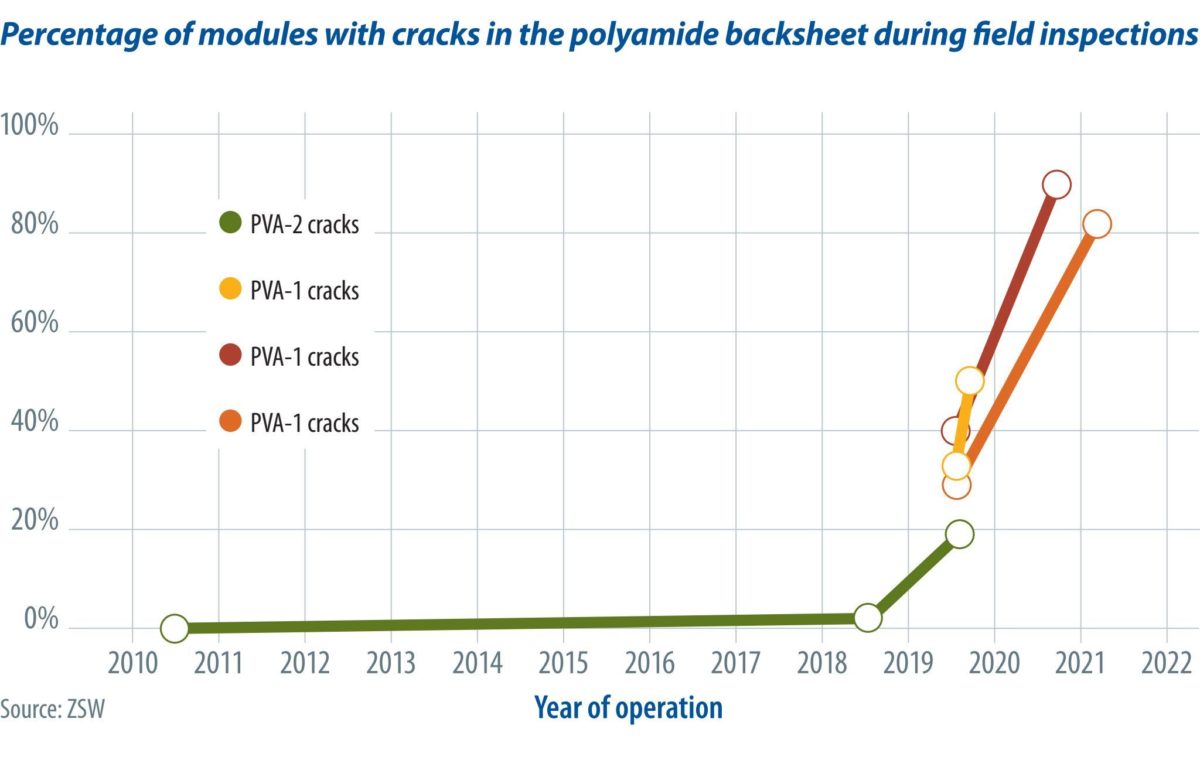
The test results from modules that have been in operation for five to ten years showed that those more than eight years old and possessing backsheet films belonging to the AAA group, showed significantly more torn backsheets than newer modules.
AAA-classed backsheets from modules which have been in operation for five to eight years show significantly more cracks than backsheets of newer modules. For newer PV plants at comparable locations, the percentage is in the low single digits, while for plants only two years older, the percentage is 80% to 90%, says Lechner. The pattern described by Dupont, where only the damaged modules were replaced over several rounds, would thus predictably result in unnecessary costs.
To identify susceptible polyamide backsheets, however, chalking is not a reliable indicator, Lechner emphasized. For example, he says, there are polyamide films that do not chalk and films with Tedlar that chalk but are not expected to crack.
Stretch, tear
A more targeted approach is to first use FTIR spectroscopy to determine the different backsheet-film types. “Critical film materials such as polyamide can be clearly identified by such FTIR screening, even before the first damage becomes visible,” said Lechner. In the next step, an elongation-at-break test can then be used to determine the residual elasticity of the films on a few random module samples, from which the risk of cracks occurring can be deduced.
For example, in samples with a remaining elongation of up to 10%, cracks had already been detected in almost 60% of the cases. In contrast, modules were always free of cracks when the elongation at break was still above 30%. By comparison, the elongation at break in freshly produced polyamide films is often more than 200%, Lechner says. Such a sample can be stretched to three times its length before it cracks. After the five- to eight-year run, however, 65% of the modules using AAA-classed material reached below the critical value of 30% elongation at break.
The elasticity of PET films, too, the results show, has significantly decreased after five to eight years. However, only very few samples were below 30%, and most were well above that, at 70% or 100%.
In the case study described by Steven Xuereb from PI Berlin, the ZSW also tested a carefully selected sample of backsheets. The experts found that the backsheet films with chalking consisted of two layers of PET and one layer of EVA (PPE). The result was worrying. Although none of the modules had yet exhibited less than 10% elongation at break, 72% of the modules were between 20% to 30% elongation at break and only 28% were still above the critical mark. Even if operators are yet to face the immediate failures, they must now take precautionary measures and, for example, set aside funds and replacement modules where possible, said Steven Xuereb.
Repair procedures
At the same time, however, the operator can use the time to test repair options. DuPont, for example, has developed a process that should allow on-site repair. The company offers a Tedlar film that is bonded to the existing backsheet. Lucie Garreau-Iles said DuPont has selected the company SC-Refit as the exclusive service partner in Germany, which will use suitable equipment to carry out the repair. Once repaired, modules are expected to last 30 years. Trained personnel from accredited partners will be used. This should cost about half as much as replacing the modules with new ones.
According to SC-Refit, the cost is €0.16/Wp for standard modules – but this figure doesn’t include module disassembly and assembly. The first customer project is scheduled to start in the next few weeks. The ZSW is also working with an industry partner on a procedure for repairs, reported Peter Lechner.
Before an operator accepts such a repair, they should be provided with a detailed overview of the procedure, Steven Xuereb points out. Not every procedure can be transferred from the laboratory to the dusty, windy, and often damp field without problems. He recommended that repair examples be provided and the resistance of the repaired modules checked in the lab. A thorough inspection of repaired modules is also required, advised Xuereb, before reinstallation. Only long-term test results, however, can truly show whether the repair film harmonises with the various film types.
Lechner added that it is also necessary to consider which defects can actually be permanently repaired by gluing over them, as Dupont suggests. For example, he says, an internal polyethylene layer is responsible for severely yellowed films. These modules already showed significantly reduced adhesion in peel tests. Repairing the outside would probably not prevent the edges from delaminating in the long term. The same can apply to cracks in the inner film. The lab showed that ethylene vinyl acetate (EVA), which is also prone to delamination, had then been used for the inner layer. “In addition, continuous cracks in the AAA polyamide cannot be filled by gluing over them. What longer-term risk these voids pose is difficult to assess,” said Lechner.
The simple test of running a finger over the back of a module can reveal chalking, and potentially signs of troubling degradation to come. But there is much complexity on closer inspection. And the decision for or against a repair solution is a difficult one to make and must be considered carefully for each project.
This content is protected by copyright and may not be reused. If you want to cooperate with us and would like to reuse some of our content, please contact: editors@pv-magazine.com.






1 comment
By submitting this form you agree to pv magazine using your data for the purposes of publishing your comment.
Your personal data will only be disclosed or otherwise transmitted to third parties for the purposes of spam filtering or if this is necessary for technical maintenance of the website. Any other transfer to third parties will not take place unless this is justified on the basis of applicable data protection regulations or if pv magazine is legally obliged to do so.
You may revoke this consent at any time with effect for the future, in which case your personal data will be deleted immediately. Otherwise, your data will be deleted if pv magazine has processed your request or the purpose of data storage is fulfilled.
Further information on data privacy can be found in our Data Protection Policy.