From pv magazine ISSUE 04 – 2021.
In October 2020, a North American developer was ready to sign a purchase agreement with a Southeast Asian manufacturer. The module maker seemed serious about quality; they even forwarded the quality control plan (QCP) that they intend to roll out during production.
Nonetheless, the developer was about to sign a contract that wouldn’t protect it from receiving up to 1% of “unsafe” modules. How is this possible? A “critical defect” is, according to STS-STD-PVM1, “a defect that is likely to result in hazardous or unsafe conditions for the individual using the product, likely to cause damages to other products or property.”
To be clear, it is absolutely unacceptable to have any critical defect in a lot. And yet, the above example is real, and, if not identified in time, the developer might have gone with an acceptable quality level (AQL) of 1.0 for critical defects, as boldly stated in the manufacturer’s QCP.
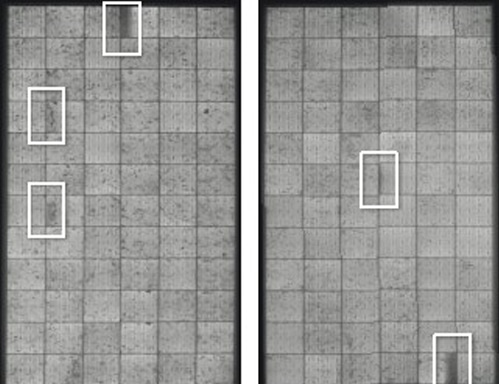
Fast forward to January 2021, and a North American asset manager discovered that a significant portion of its multi-hundred-MW plant was affected by soldering defects. The project was developed by a very well-known international player that had even hired a consultant (although not ISO 17020-accredited) to perform quality checks during production.
The manufacturer in this case was a trusted partner that powered most of the developer’s large fleet in the region. So how could things have gone so wrong? After a quick look at the manufacturer, the asset manager realised that the QCP used for the project was permitting up to seven soldering defects per module. As a comparison, per STS-STD-PVM1, only one such defect would have immediately classified the module as defective, or as a “major defect.”
Below nameplate
Now again in March 2021, and yet another North American developer realises that some of the modules about to ship flash below nameplate. Not much below, but just a bit over 1% – sufficient to be denting the financial return, but not enough for a warranty claim.
These below-nameplate modules were caught in time, but what about the rest of the shipment? The developer did not deem it necessary to supervise production 24/7, and most of the modules were already on the shipping lanes.
It is, in fact, very difficult to check the calibration of the measurement tools, if not present during the production shift, let alone after the modules have left the factory. This is one of the reasons why STS recommends 24/7 production supervision for every batch of PV modules manufactured. In fact, STS sees twice as many “findings” during night shifts as compared to day shifts, and about 80% of STS customers systematically ask for 24/7 production supervision.
These are just three recent examples. Today, many developers “check the box” of QAQC without realizing that a number of very important variables are hidden in the simple statement “we are using a third party to inspect modules during production.”
There are three dimensions to take into account when deciding what inspection activity to carry out: the qualification of the inspection body, the QCP, the scope of control, and the enforcement of the requirements.
For the qualification of the inspection body, the choice is relatively easy. There is a widely accepted international standard that has been specifically designed to ensure qualification, impartiality, and independence of the inspection firm. There is today no good reason to hire, for inspection work, a company that is not ISO/IEC 17020-accredited.
Lack of standards
For the QCP, the scope of control and enforcement of the requirements, however, there is no ISO nor IEC standard. Module manufacturers may have several dozens of QCPs ready to deploy, depending on the level of scrutiny that the developer will demonstrate during contract negotiations. If the developer is careless, the manufacturer may include in the contract a QCP that will significantly reduce their in-factory rejection rate and therefore shave another fraction of a penny per watt-peak.
The gap between expectations and what it is in the QCP is exactly what the Industry Standard STS-STD-PVM1:2018 (“STS-STD-PVM1”) is targeting. STS-STD-PVM1 has been written to provide an unambiguous, version-controlled, acceptable quality levels for every developer, inspection body, and manufacturer using it. Since its publication in 2018, STS-STD-PVM1 has been reviewed, at least in part, by more than 100 stakeholders, and, with gigawatts of implementation, is today the most common cross-manufacturer QCP used in the solar industry.
STS-STD-PVM1 thoroughly describes the requirements, criteria and methods for “approval of PV modules manufacturing.” For instance, it includes, among other things, recommended practices to deploy production supervision, such as incoming quality control (IQC – 65 requirements), in-production quality control (IPQC – 70 requirements), and final quality control (FQC – 23 requirements, 150 criteria).
The standard also describes which elements of the production line need to be verified before production starts, how samples should be selected randomly for pre-shipment inspection, and how to deal with non-conformities in an efficient, impartial manner. Last but not least, it sets the requirements for the inspection body performing the inspection per the Standard to deliver a Certificate of Conformity. This Certificate of Conformity provides assurance that the modules have been built following a given standard of quality for all stakeholders involved in the project: EPC, developer, lender, technical advisor, (tax) equity provider, long-term owner, and even the not-yet-known future owner of the plant.
| STS-STD-PVM1 classifications | |||
| Defect Classification | Definition | Proposed AQL – SEA manufacturer, October 2020 | Suggested AQL – STS-STD-PVM1 |
| Critical | Likely to result in hazardous or unsafe conditions for the individual using the product, likely to cause damages to other products or property, or generally contravening mandatory regulations | 1.0 | 0.0 |
| Major | Likely to reduce the usability, resulting in the failure of the product to fulfill its function, or obvious appearance defects that could reduce the sale ability of the product | 2.5 | 1.5 |
| Minor | Does not reduce the usability of the product, but is nevertheless a workmanship defect beyond the acceptable quality standard | 4.0 | 2.5 |
Author: Frédéric Dross
This content is protected by copyright and may not be reused. If you want to cooperate with us and would like to reuse some of our content, please contact: editors@pv-magazine.com.






By submitting this form you agree to pv magazine using your data for the purposes of publishing your comment.
Your personal data will only be disclosed or otherwise transmitted to third parties for the purposes of spam filtering or if this is necessary for technical maintenance of the website. Any other transfer to third parties will not take place unless this is justified on the basis of applicable data protection regulations or if pv magazine is legally obliged to do so.
You may revoke this consent at any time with effect for the future, in which case your personal data will be deleted immediately. Otherwise, your data will be deleted if pv magazine has processed your request or the purpose of data storage is fulfilled.
Further information on data privacy can be found in our Data Protection Policy.